



















































































































































技術(shù)中心2025-04-22
前言
刀柄被設(shè)計用來可靠地裝夾切削刀具,并將機床主軸的扭矩傳送至切削刀具。很長時間以來,我們未曾聽說刀柄有著任何顯著的變化,這并非預(yù)示著我們在技術(shù)創(chuàng)新上落后了。實際上,如果沿襲以往的刀具夾持原理和對應(yīng)用更廣的互換性及統(tǒng)一性的需求,以及機床接口的規(guī)范化設(shè)計,那么刀柄設(shè)計已經(jīng)形成了定義明確的標(biāo)準(zhǔn),并且規(guī)定了詳細(xì)的刀柄參數(shù)。但這并不意味著新的技術(shù)創(chuàng)新和發(fā)展已終結(jié)。
時代的發(fā)展中對加工提出了新的要求,不僅轉(zhuǎn)變?yōu)閷C床的新要求,而且還轉(zhuǎn)變?yōu)閷η邢鞯毒呒暗侗?-這兩種工藝鏈中能夠識別機床能力的重要元素的新要求。刀柄做為工藝鏈中最為“守舊”的一環(huán),鑒于上述原因,相關(guān)技術(shù)創(chuàng)新非常少,因此,我們需要用與時俱進(jìn)的精神來迎合金屬切削的現(xiàn)代化發(fā)展趨勢。

3. 隨著 ISO多棱錐刀柄越來越普及,伊斯卡開發(fā)了應(yīng)用于內(nèi)外車削及螺紋加工的新模塊化刀具系列。這種模塊化概念系列能實現(xiàn)不同刀具的裝配組合,通過鋸齒連接面將應(yīng)用范圍廣泛的夾持可轉(zhuǎn)位刀片的切削刀頭安裝于多棱錐刀柄上。(圖2)
3. 伊斯卡最新ER橡膠密封彈簧夾套,其狹小的收縮范圍確保不僅進(jìn)一步提高了夾持力,還能保持高的徑向跳動精度0.005 mm (.0002"),并帶有4個冷卻噴口。(圖3)

伊斯卡前端帶有模塊化接口的接桿式夾套能直接安裝于ER彈簧夾頭刀柄上,保持了模塊化接桿的高精度高剛性。接桿前端不同的模塊化接口可以裝夾可轉(zhuǎn)位刀片式刀頭或硬質(zhì)合金刀頭。(圖4)

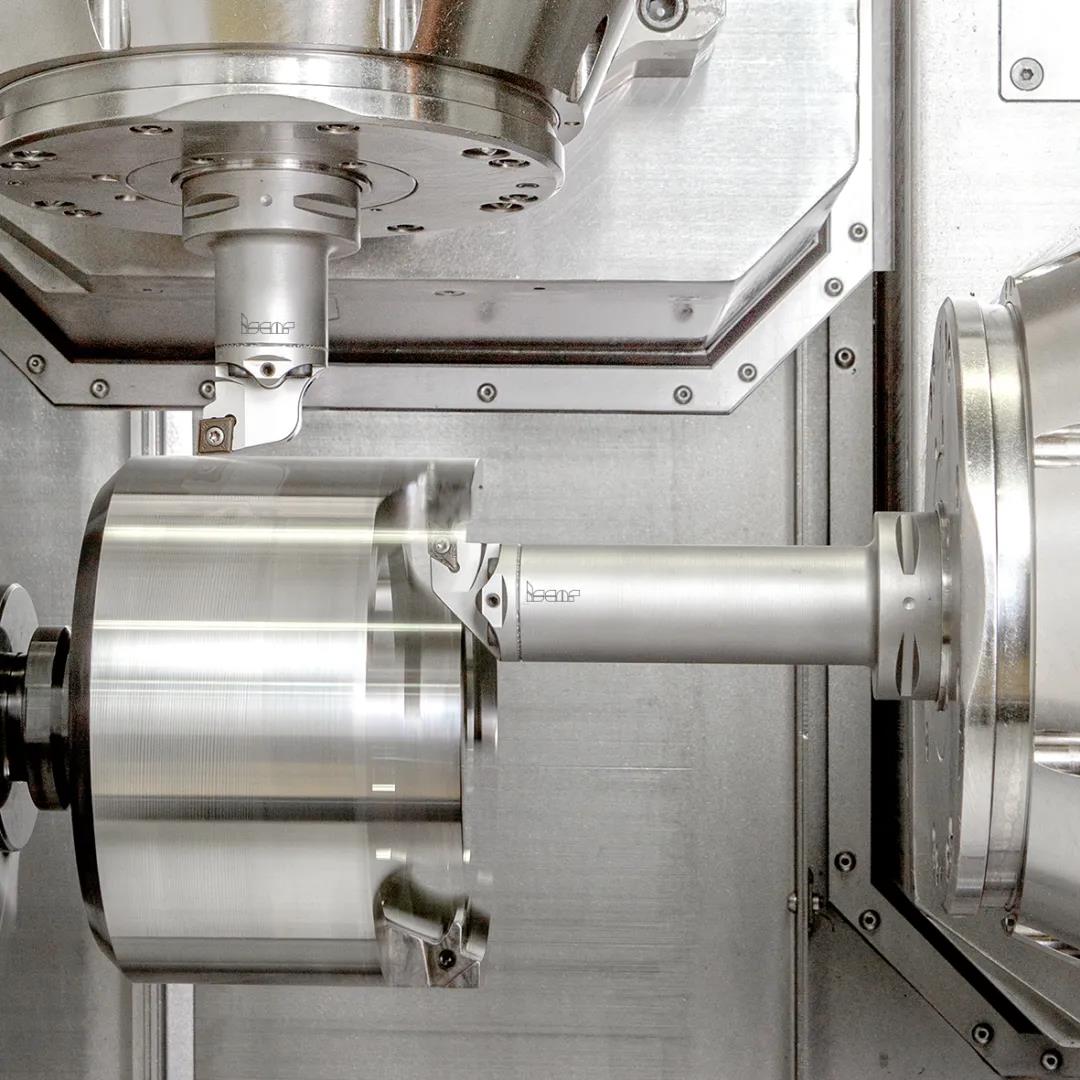
5. 伊斯卡開發(fā)出專用于鋁輪轂車削的快換裝配式刀具。這種刀具包含切削頭及刀體兩部分,切削頭通過燕尾型連接安裝于刀體,燕尾型機構(gòu)確保在刀柄及刀頭之間實現(xiàn)完全的面接觸,在鋁輪轂的車削加工中,具有非常高的夾持力,能抵御惡劣加工條件。刀座接口采用了VDI40柄,VDI50柄或圓柱柄。(圖5)

結(jié)語
我們可以看到,刀柄在先進(jìn)設(shè)計上遠(yuǎn)未窮盡所能。盡管現(xiàn)有的刀柄經(jīng)過不斷改進(jìn)已經(jīng)達(dá)到了很高的性能,以滿足當(dāng)今制造商們的需求,然而明天的智能工廠仍需要更高標(biāo)準(zhǔn)的刀柄。伊斯卡智慧的設(shè)計結(jié)合前沿的技術(shù),將在刀柄發(fā)展中持續(xù)起著關(guān)鍵作用。
刀柄被設(shè)計用來可靠地裝夾切削刀具,并將機床主軸的扭矩傳送至切削刀具。很長時間以來,我們未曾聽說刀柄有著任何顯著的變化,這并非預(yù)示著我們在技術(shù)創(chuàng)新上落后了。實際上,如果沿襲以往的刀具夾持原理和對應(yīng)用更廣的互換性及統(tǒng)一性的需求,以及機床接口的規(guī)范化設(shè)計,那么刀柄設(shè)計已經(jīng)形成了定義明確的標(biāo)準(zhǔn),并且規(guī)定了詳細(xì)的刀柄參數(shù)。但這并不意味著新的技術(shù)創(chuàng)新和發(fā)展已終結(jié)。
時代的發(fā)展中對加工提出了新的要求,不僅轉(zhuǎn)變?yōu)閷C床的新要求,而且還轉(zhuǎn)變?yōu)閷η邢鞯毒呒暗侗?-這兩種工藝鏈中能夠識別機床能力的重要元素的新要求。刀柄做為工藝鏈中最為“守舊”的一環(huán),鑒于上述原因,相關(guān)技術(shù)創(chuàng)新非常少,因此,我們需要用與時俱進(jìn)的精神來迎合金屬切削的現(xiàn)代化發(fā)展趨勢。
顯然工業(yè)4.0的理念對刀柄帶來重大的沖擊,未來的智能制造需要刀柄在物聯(lián)網(wǎng)(IoT)中能進(jìn)行數(shù)據(jù)的交換,這將引導(dǎo)刀具商增加越來越多的電子單元來創(chuàng)造出新的信息交換能力。時至今日,內(nèi)嵌芯片已經(jīng)能夠提供刀柄與機床,工業(yè)機器人,存儲設(shè)備等進(jìn)行各種數(shù)據(jù)交換的能力。
刀柄系統(tǒng)在機械設(shè)計上的變革
新增數(shù)據(jù)功能無疑是刀柄發(fā)展中非常重要的方向,但這并不意味著取消提升機械設(shè)計的常規(guī)路徑。與智能刀柄所關(guān)注的數(shù)據(jù)相比,常規(guī)機械設(shè)計看上去有些乏味。然而值得注意的是,與刀柄相關(guān)的傳統(tǒng)組件的研發(fā)作為對機械系統(tǒng)的促進(jìn),遠(yuǎn)未走到死胡同。伊斯卡在最近的刀柄設(shè)計上的明顯改善體現(xiàn)在下面的產(chǎn)品領(lǐng)域:
1.熱縮夾頭
高速加工(HSM)方式將對刀具動平衡的需求帶到全新的高度。在高速加工中,刀柄的動態(tài)特征是其不可分割的一部分,因此對刀具與刀柄的裝配必須給予特別的關(guān)注。所以,最小化裝配后的不平衡是刀具研發(fā)人員需面對的一個挑戰(zhàn)。在生產(chǎn)制造前的設(shè)計階段,他們已經(jīng)盡力保證結(jié)構(gòu)所需的平衡參數(shù),這種工程設(shè)計帶來的平衡并不能取代真實組裝后的“物理”平衡,但卻降低了將來生產(chǎn)過程中因質(zhì)量帶來的不平衡,使得“物理”平衡更易于達(dá)成。在HSM刀柄的設(shè)計階段,軸對稱設(shè)計的熱縮夾頭優(yōu)化性地滿足了動平衡刀柄的需求。
2.冷卻液供應(yīng)
冷卻射流流經(jīng)刀柄內(nèi)部直達(dá)切削區(qū)域,這種冷卻方式顯著提高了加工性能。這種更先進(jìn)的帶內(nèi)冷卻射流供應(yīng)選項的刀柄,特別適合高壓冷卻(HPC)的加工方式。
3.模塊式快換刀柄
模塊化設(shè)計原理極大地簡化了尋找合適的裝配結(jié)構(gòu)刀具的過程,減少了備用刀柄的庫存,也降低了對特殊定制刀具的需求。
4.長懸伸應(yīng)用
在一些應(yīng)用場合,刀具裝配后懸伸比較長,穩(wěn)定性差,因此提高裝配后的抗振強度也是刀柄的一大典型發(fā)展趨勢。
5.多棱錐接口
ISO-標(biāo)準(zhǔn)化多棱錐刀柄已經(jīng)被證明是一種高效的連接方式,并在多任務(wù)機床及車削加工中心中變得更普及。
以上僅為刀柄研發(fā)人員的一小部分引人注目的研發(fā)方向。其它則聚焦于諸如高扭矩傳輸,防止刀具因軸向切削分力大而被拔出,提高精度,更符合人體工程學(xué)的解決方案等等。因此,認(rèn)為刀柄的的機械結(jié)構(gòu)設(shè)計看上去停滯不前的結(jié)論是不正確的。
伊斯卡全新高效夾持刀柄
通過例舉,我們探討一下伊斯卡過去數(shù)年發(fā)布的最新刀柄。
1. 最近,伊斯卡通過增加規(guī)格為C8的多棱錐刀柄對熱縮夾頭進(jìn)行了拓展。該熱縮夾頭提供夾持直徑范圍為6mm-32mm(.25-1.25")。新推出的刀柄沿夾持孔周圍布置有內(nèi)冷卻通道,能為所夾緊刀具的切削刃提供高效冷卻。(圖1)
新增數(shù)據(jù)功能無疑是刀柄發(fā)展中非常重要的方向,但這并不意味著取消提升機械設(shè)計的常規(guī)路徑。與智能刀柄所關(guān)注的數(shù)據(jù)相比,常規(guī)機械設(shè)計看上去有些乏味。然而值得注意的是,與刀柄相關(guān)的傳統(tǒng)組件的研發(fā)作為對機械系統(tǒng)的促進(jìn),遠(yuǎn)未走到死胡同。伊斯卡在最近的刀柄設(shè)計上的明顯改善體現(xiàn)在下面的產(chǎn)品領(lǐng)域:
1.熱縮夾頭
高速加工(HSM)方式將對刀具動平衡的需求帶到全新的高度。在高速加工中,刀柄的動態(tài)特征是其不可分割的一部分,因此對刀具與刀柄的裝配必須給予特別的關(guān)注。所以,最小化裝配后的不平衡是刀具研發(fā)人員需面對的一個挑戰(zhàn)。在生產(chǎn)制造前的設(shè)計階段,他們已經(jīng)盡力保證結(jié)構(gòu)所需的平衡參數(shù),這種工程設(shè)計帶來的平衡并不能取代真實組裝后的“物理”平衡,但卻降低了將來生產(chǎn)過程中因質(zhì)量帶來的不平衡,使得“物理”平衡更易于達(dá)成。在HSM刀柄的設(shè)計階段,軸對稱設(shè)計的熱縮夾頭優(yōu)化性地滿足了動平衡刀柄的需求。
2.冷卻液供應(yīng)
冷卻射流流經(jīng)刀柄內(nèi)部直達(dá)切削區(qū)域,這種冷卻方式顯著提高了加工性能。這種更先進(jìn)的帶內(nèi)冷卻射流供應(yīng)選項的刀柄,特別適合高壓冷卻(HPC)的加工方式。
3.模塊式快換刀柄
模塊化設(shè)計原理極大地簡化了尋找合適的裝配結(jié)構(gòu)刀具的過程,減少了備用刀柄的庫存,也降低了對特殊定制刀具的需求。
4.長懸伸應(yīng)用
在一些應(yīng)用場合,刀具裝配后懸伸比較長,穩(wěn)定性差,因此提高裝配后的抗振強度也是刀柄的一大典型發(fā)展趨勢。
5.多棱錐接口
ISO-標(biāo)準(zhǔn)化多棱錐刀柄已經(jīng)被證明是一種高效的連接方式,并在多任務(wù)機床及車削加工中心中變得更普及。
以上僅為刀柄研發(fā)人員的一小部分引人注目的研發(fā)方向。其它則聚焦于諸如高扭矩傳輸,防止刀具因軸向切削分力大而被拔出,提高精度,更符合人體工程學(xué)的解決方案等等。因此,認(rèn)為刀柄的的機械結(jié)構(gòu)設(shè)計看上去停滯不前的結(jié)論是不正確的。
伊斯卡全新高效夾持刀柄
通過例舉,我們探討一下伊斯卡過去數(shù)年發(fā)布的最新刀柄。
1. 最近,伊斯卡通過增加規(guī)格為C8的多棱錐刀柄對熱縮夾頭進(jìn)行了拓展。該熱縮夾頭提供夾持直徑范圍為6mm-32mm(.25-1.25")。新推出的刀柄沿夾持孔周圍布置有內(nèi)冷卻通道,能為所夾緊刀具的切削刃提供高效冷卻。(圖1)
圖1 – 多棱錐刀柄熱縮夾頭,具有內(nèi)冷卻射流提供能力
2. 采用液壓刀柄能確保高夾持扭矩和高夾持精度,這對精加工非常重要。在過去的數(shù)年,伊斯卡拓展了其液壓夾頭的產(chǎn)品范圍。目前提供BT-MAS柄,DIN 69871柄 及HSK柄的液壓刀柄。除了高扭矩傳輸性及高夾持精度,液壓刀柄還有出色的減振性能和快速更換刀具的特點。3. 隨著 ISO多棱錐刀柄越來越普及,伊斯卡開發(fā)了應(yīng)用于內(nèi)外車削及螺紋加工的新模塊化刀具系列。這種模塊化概念系列能實現(xiàn)不同刀具的裝配組合,通過鋸齒連接面將應(yīng)用范圍廣泛的夾持可轉(zhuǎn)位刀片的切削刀頭安裝于多棱錐刀柄上。(圖2)
圖2 – 結(jié)合了可換式刀頭及刀柄的定制模塊組裝式刀具
3. 伊斯卡最新ER橡膠密封彈簧夾套,其狹小的收縮范圍確保不僅進(jìn)一步提高了夾持力,還能保持高的徑向跳動精度0.005 mm (.0002"),并帶有4個冷卻噴口。(圖3)
圖3 – 帶內(nèi)冷卻射流通道的ER卡簧
伊斯卡前端帶有模塊化接口的接桿式夾套能直接安裝于ER彈簧夾頭刀柄上,保持了模塊化接桿的高精度高剛性。接桿前端不同的模塊化接口可以裝夾可轉(zhuǎn)位刀片式刀頭或硬質(zhì)合金刀頭。(圖4)
圖4 - 模塊化接口的接桿式夾套
5. 伊斯卡開發(fā)出專用于鋁輪轂車削的快換裝配式刀具。這種刀具包含切削頭及刀體兩部分,切削頭通過燕尾型連接安裝于刀體,燕尾型機構(gòu)確保在刀柄及刀頭之間實現(xiàn)完全的面接觸,在鋁輪轂的車削加工中,具有非常高的夾持力,能抵御惡劣加工條件。刀座接口采用了VDI40柄,VDI50柄或圓柱柄。(圖5)
圖5 – 用于鋁輪轂車削的模塊式快換刀具
結(jié)語
我們可以看到,刀柄在先進(jìn)設(shè)計上遠(yuǎn)未窮盡所能。盡管現(xiàn)有的刀柄經(jīng)過不斷改進(jìn)已經(jīng)達(dá)到了很高的性能,以滿足當(dāng)今制造商們的需求,然而明天的智能工廠仍需要更高標(biāo)準(zhǔn)的刀柄。伊斯卡智慧的設(shè)計結(jié)合前沿的技術(shù),將在刀柄發(fā)展中持續(xù)起著關(guān)鍵作用。






