



















































































































































技術中心2025-04-22
摘要: 針對某一進口BA結構五軸加工中心的換刀機構中斗笠式刀庫的刀盤損壞,通過闡述了刀盤的修復過程,具體介紹了刀盤的加工測量難點、連接方式及刀盤修復過程的理論建模。
1 斗笠式刀庫裝刀盤修理背景
筆者公司在很多數控機床上都采用斗笠式刀庫的形式,尤其是三坐標立式加工中心、五軸加工中心等多采用此種刀庫的形式,這些機床主要用于加工復雜結構件,在公司的科研生產中擔任重要角色,為公司的生產發展做出了重要貢獻,所以這種斗笠式刀庫刀盤的維修具有很強的普適性及推廣性。斗笠式刀庫的優點在于結構簡單、維護和保養方便、刀具重量限制要求不甚嚴格、安全系數較高。
公司某臺BA 結構五軸加工中心由于使用年限較長,加工精度無法得到有效保證,需要進行大修改造。該機床配備的斗笠式刀庫一刀爪端被撞毀,如圖1。
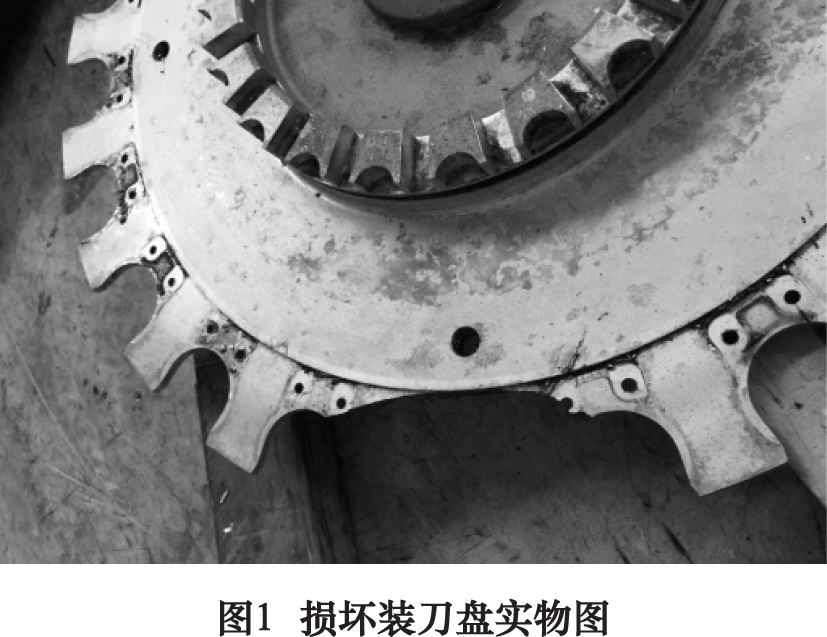
刀盤缺失一塊,左右相鄰的剛性受到影響,單邊就減少3 把載刀量;考慮到平衡性原則及重量分布不均勻,重心偏移刀盤會往缺失端的對稱側傾斜。考慮安全性,對稱側也必須減少3 把載刀量,因此有效載刀量大大減少。對于五軸立式加工中心來說,復雜型面工件的一次性加工受到較大的限制,可能會出現需要手動換刀的狀況,大大降低生產效率,延長生產周期。所以在這次對于機床的大修改造中此刀庫的修復也是一個必修項目。
2 方案選擇
2. 1 整體采購
整體采購刀庫存在以下問題:
整體采購刀庫存在以下問題:
(1)該機床采購時間較早,使用已經10 多年,刀庫廠家已經被并購,市面上已經沒有相同型號或者相類似的刀庫。
(2)如果找機床廠家訂購替換產品,需要從國外進口訂做,采購的周期需要18 周,周期過長,機床需要停機很長時間,生產得不到有效的保障。
(3)整體采購的話,費用估計在10 萬元左右,成本高。
(3)整體采購的話,費用估計在10 萬元左右,成本高。
2. 2 外協修復
外協修復存在以下問題:
(1)外協廠家加工裝刀盤,費用在5 萬元以上,周期在3 ~ 4 周.
(2)外協廠家加工精度達不到所需要求,不能滿足裝刀盤的安裝尺寸要求。
(3)外協廠家不了解刀盤加工工況,加工出來的刀盤的普適性較差。
(2)外協廠家加工精度達不到所需要求,不能滿足裝刀盤的安裝尺寸要求。
(3)外協廠家不了解刀盤加工工況,加工出來的刀盤的普適性較差。
2. 3 自主修復
2. 3. 1 整體加工
將刀盤整體尺寸進行測量,通過CAD 模擬出原始刀盤完好時的外型尺寸,再選用大塊鋁件對其進行整體加工,加工一個全新的裝刀盤,再在現場安裝時,以鉗工配合安裝。此方案存在以下問題:
(1)整體加工所需的大塊鋁件,基體單獨采購,費用預計12 萬元左右。
(2)整體加工工藝受限,外圓尺寸過大,圓度要求高,廠內無合適尺寸結構的數控機床。
(3)制造周期較長,需要1 個月。
2. 3. 1 整體加工
將刀盤整體尺寸進行測量,通過CAD 模擬出原始刀盤完好時的外型尺寸,再選用大塊鋁件對其進行整體加工,加工一個全新的裝刀盤,再在現場安裝時,以鉗工配合安裝。此方案存在以下問題:
(1)整體加工所需的大塊鋁件,基體單獨采購,費用預計12 萬元左右。
(2)整體加工工藝受限,外圓尺寸過大,圓度要求高,廠內無合適尺寸結構的數控機床。
(3)制造周期較長,需要1 個月。
2. 3. 2 單點修復
將刀盤破損部分進行再加工,再加工一相同材料的修補件采用一定的方式拼接到裝刀盤基體上,此舉有已下優點:
(1)零件尺寸較小,廠內現有機床及加工工藝可以滿足要求。
(2)鋁件較小,現有材料可以滿足加工要求,成本費用預計1 000 元左右。
(3)修復周期較短,設計、加工共計需要1 周的時間。
將刀盤破損部分進行再加工,再加工一相同材料的修補件采用一定的方式拼接到裝刀盤基體上,此舉有已下優點:
(1)零件尺寸較小,廠內現有機床及加工工藝可以滿足要求。
(2)鋁件較小,現有材料可以滿足加工要求,成本費用預計1 000 元左右。
(3)修復周期較短,設計、加工共計需要1 周的時間。
2. 4 綜合討論
通過對比以上3 種方案的實施周期、成本及可靠性,得出表1。
通過對比以上3 種方案的實施周期、成本及可靠性,得出表1。
對比表1 中的3 種方案的優缺點,決定先采用自主單點修復方案。
3 拼接方式選擇及難點
3. 1 方式選擇
3. 1. 1 粘接技術
粘接材料的載荷分布較均勻,應力集中最小,因此,粘接的接頭比點焊或機械連接具有更長的疲勞壽命。粘接是金屬與非金屬連續進行連接的最完美的方法,但是對于兩個連接物體之間經常承受撕裂應力的情況則不能采用粘接;或者對于包覆鋁合金也應避免采用粘接,因為在腐蝕氣氛中,包覆層會被腐蝕,從而造成粘接失效。由于該進口BA 結構五軸加工中心加工環境切削液飛濺,同時破損部位根據加工方式及拼接方式的不同多多少少都會承受一定的剪切力,所以粘接不是一種非常可靠地連接方式。
3. 1. 1 粘接技術
粘接材料的載荷分布較均勻,應力集中最小,因此,粘接的接頭比點焊或機械連接具有更長的疲勞壽命。粘接是金屬與非金屬連續進行連接的最完美的方法,但是對于兩個連接物體之間經常承受撕裂應力的情況則不能采用粘接;或者對于包覆鋁合金也應避免采用粘接,因為在腐蝕氣氛中,包覆層會被腐蝕,從而造成粘接失效。由于該進口BA 結構五軸加工中心加工環境切削液飛濺,同時破損部位根據加工方式及拼接方式的不同多多少少都會承受一定的剪切力,所以粘接不是一種非常可靠地連接方式。
3. 1. 2 焊接技術
鋁合金焊接技術存在以下的工藝難點及局限性:
鋁合金焊接技術存在以下的工藝難點及局限性:
(1)鋁合金熱導率大,大約為鋼的2 ~ 4 倍,同時耐熱性很差,一般鋁合金均不耐高溫,膨脹系數大容易產生焊接變形,焊接裂紋傾向也很明顯,而且越薄的鋁合金板材越難焊接,容易焊穿。
(2)鋁合金焊接中極易產生氣孔,由于在熔池中的氫不能在焊縫成型之前排出就導致了焊縫中存在氣孔,鋁合金表面直接暴露在空氣中特別容易在表面產生一層難熔的氧化膜(成分為三氧化二鋁),這層氧化膜熔點高達2 050 ℃,因此在進行鎢極氬弧焊時會產生氧化膜,打不透無法焊接。
(3)鋁合金的焊接接頭軟化情況嚴重,焊縫強度系數低于母材,在熔化狀態下表面張力小,很容易凹陷。
(2)鋁合金焊接中極易產生氣孔,由于在熔池中的氫不能在焊縫成型之前排出就導致了焊縫中存在氣孔,鋁合金表面直接暴露在空氣中特別容易在表面產生一層難熔的氧化膜(成分為三氧化二鋁),這層氧化膜熔點高達2 050 ℃,因此在進行鎢極氬弧焊時會產生氧化膜,打不透無法焊接。
(3)鋁合金的焊接接頭軟化情況嚴重,焊縫強度系數低于母材,在熔化狀態下表面張力小,很容易凹陷。
3. 1. 3 螺紋搭接技術
螺紋連接是一種廣泛使用的可拆卸的固定連接。螺紋連接主要分為螺栓連接、雙頭螺柱連接和螺釘連接等3 種連接方式,它們的應用場合主要如下:
(1)螺栓連接主要用于連接兩個較薄的零件。在被連接件上開有通孔,插入螺栓后在螺栓的另一端擰上螺母。這種連接可以能精確固定被連接件的相對位置,適于承受橫向載荷,但孔的加工精度要求較高,常采用配鉆、鉸。
(2)用于被連件之一較厚,不宜采用螺栓連接,較厚的被連接件強度較差,又需要經常拆卸的場合。在厚零件上作出螺紋孔,薄零件上作光孔,雙頭螺柱一頭擰入螺紋孔中,另一頭用平螺母壓緊薄件。在拆卸時,只需旋下螺母而不必拆下雙頭螺柱。可避免大型被連接件上的螺紋孔被損壞。
(3)螺栓(或螺釘)直接擰入被連接件的螺紋孔中,不用螺母。結構比雙頭螺柱簡單、緊湊。用于兩個連接件中的一個較厚,但不需要經常拆卸,以免螺紋損壞。
螺紋連接是一種廣泛使用的可拆卸的固定連接。螺紋連接主要分為螺栓連接、雙頭螺柱連接和螺釘連接等3 種連接方式,它們的應用場合主要如下:
(1)螺栓連接主要用于連接兩個較薄的零件。在被連接件上開有通孔,插入螺栓后在螺栓的另一端擰上螺母。這種連接可以能精確固定被連接件的相對位置,適于承受橫向載荷,但孔的加工精度要求較高,常采用配鉆、鉸。
(2)用于被連件之一較厚,不宜采用螺栓連接,較厚的被連接件強度較差,又需要經常拆卸的場合。在厚零件上作出螺紋孔,薄零件上作光孔,雙頭螺柱一頭擰入螺紋孔中,另一頭用平螺母壓緊薄件。在拆卸時,只需旋下螺母而不必拆下雙頭螺柱。可避免大型被連接件上的螺紋孔被損壞。
(3)螺栓(或螺釘)直接擰入被連接件的螺紋孔中,不用螺母。結構比雙頭螺柱簡單、緊湊。用于兩個連接件中的一個較厚,但不需要經常拆卸,以免螺紋損壞。
3. 1. 4 綜合討論
基于以上分析建立表2。
基于以上分析建立表2。

綜合考慮以上3 種連接修復方式的可靠性、可操作性及周期,決定選用螺紋連接并配合粘接技術對修補件與裝刀盤基體的接觸面進行強化,增強壽命。
3. 2 測量和加工
刀盤直徑較大,外徑處的卡口不規則,無法有效地尋找到測量基準,工段測量手段有限,對于刀盤修補件加工存在以下問題:
(1)刀盤外圓弧直徑、圓心無法找到難以保證。
(2)刀柄卡口圓心無法定位,刀柄卡口圓弧不易加工。
(3)臺階圓弧直徑無法確定,弧度難以加工。
(4)刀柄卡口分度不易保證,裝刀后定位不準,可能會發生撞刀。
(5)加工后卡口的圓弧面與刀盤基體圓弧面可能出現臺階。
刀盤直徑較大,外徑處的卡口不規則,無法有效地尋找到測量基準,工段測量手段有限,對于刀盤修補件加工存在以下問題:
(1)刀盤外圓弧直徑、圓心無法找到難以保證。
(2)刀柄卡口圓心無法定位,刀柄卡口圓弧不易加工。
(3)臺階圓弧直徑無法確定,弧度難以加工。
(4)刀柄卡口分度不易保證,裝刀后定位不準,可能會發生撞刀。
(5)加工后卡口的圓弧面與刀盤基體圓弧面可能出現臺階。
為了解決以上問題,由于測量及加工手段的限制,最后決定采用將通過刀盤外型輪廓尺寸及定位點進行模擬并繪圖于CAD 圖紙上,再將圖紙1:1 比例打印出來,將刀盤修補件按照刀盤損壞處截取下來,再將刀盤修補件零件圖紙臨摹在待加工毛坯鋁件上,按照圖紙的外觀輪廓及定位點劃線,再將毛坯件按劃線位置進行機械加工,以此保證了刀盤修補件的外觀尺寸及定位螺釘孔等位置。
為了保證修補件加工后的的半個圓弧與刀盤基體上的半個圓弧面能夠光滑過渡,需要先加工刀盤修補件的兩個半圓弧至臨近尺寸并保留5 mm 的余量,待修補件裝配至裝刀盤基體上以后再通過鏜床將圓弧光滑鏜出,得到一致性較好的圓弧保證接口無臺階。
4 理論建模
目前工程領域中低成本、高效率的逆向CAD 技術成為設計領域的主流。首先通過使用CAD 進行參數化建模,建立裝刀盤損壞后的模型,通過逆向工程原理將刀盤實際完好的外形通過CAD 進行補全,得到一個完整的裝刀盤。
然后通過CATIA 將CAD 中的參數化模型,通過三維圖像表現出來,得到一個更加直觀的刀盤模型,再將刀盤缺失部分在CATIA 三維造型軟件中進行分解并去除,將裝刀盤基體損壞部分在CATIA 上模擬出加工后的狀態,同時將修補件進行建模,最后將兩部分按照預期的效果進行裝配模擬。通過不斷的模擬并修改設計,使修補裝配工藝達到一個最佳的狀態。
目前工程領域中低成本、高效率的逆向CAD 技術成為設計領域的主流。首先通過使用CAD 進行參數化建模,建立裝刀盤損壞后的模型,通過逆向工程原理將刀盤實際完好的外形通過CAD 進行補全,得到一個完整的裝刀盤。
然后通過CATIA 將CAD 中的參數化模型,通過三維圖像表現出來,得到一個更加直觀的刀盤模型,再將刀盤缺失部分在CATIA 三維造型軟件中進行分解并去除,將裝刀盤基體損壞部分在CATIA 上模擬出加工后的狀態,同時將修補件進行建模,最后將兩部分按照預期的效果進行裝配模擬。通過不斷的模擬并修改設計,使修補裝配工藝達到一個最佳的狀態。
以下是針對此次修復建模過程的詳細介紹:
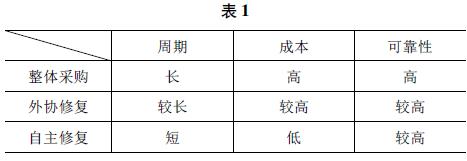
(1)修復前的刀盤一端刀柄卡口由于換刀時不慎撞刀導致刀盤部分缺損,缺失部位直接導致三把刀具無法裝夾,建模時首先通過CAD 將完整的刀盤通過拉伸、凹槽及孔等命令將裝刀盤的三維模型建立出來,再將裝刀盤損壞部位使用凹槽命令將其表現出來,最終完成對損壞后裝刀盤的三維建模,如圖2。
(1)修復前的刀盤一端刀柄卡口由于換刀時不慎撞刀導致刀盤部分缺損,缺失部位直接導致三把刀具無法裝夾,建模時首先通過CAD 將完整的刀盤通過拉伸、凹槽及孔等命令將裝刀盤的三維模型建立出來,再將裝刀盤損壞部位使用凹槽命令將其表現出來,最終完成對損壞后裝刀盤的三維建模,如圖2。
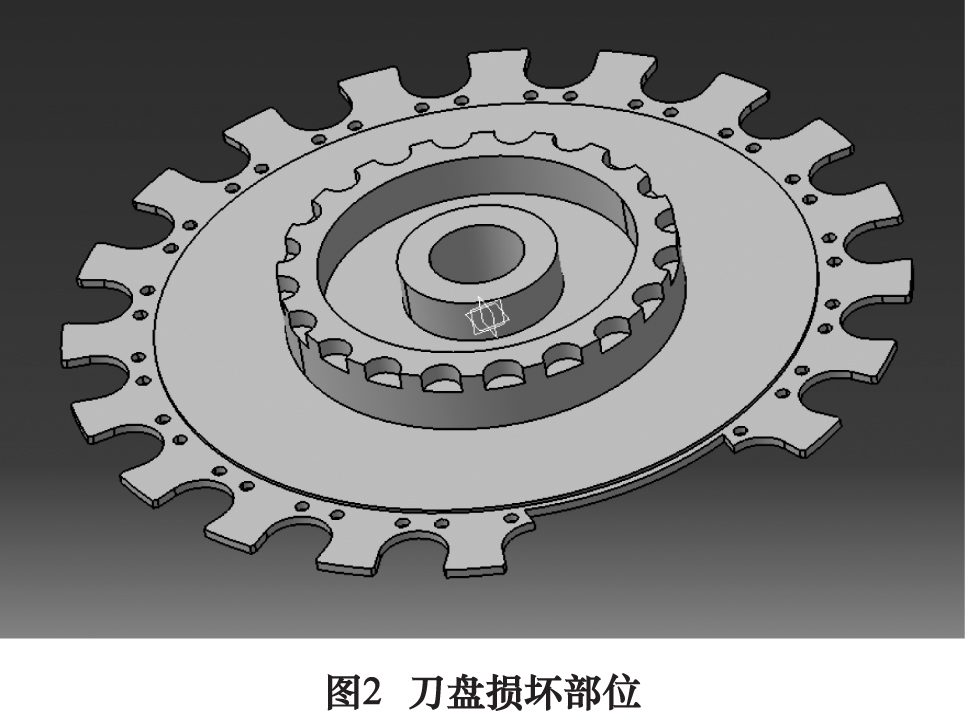
(2)由于損壞部位的外型不規則,不利于修復,同時針對修補件與刀盤基體連接的剛性及裝刀后運行的可靠性問題,需要將刀盤損壞部位進行加工。通過CATIA 凹槽命令在裝刀盤損壞部位開出一個規則的方形凹槽。設計成方形的原因也是為了提高此設計的可加工性以及得到更高的剛度,并利用孔命令加工出所需螺紋孔,加工后模型如圖3。
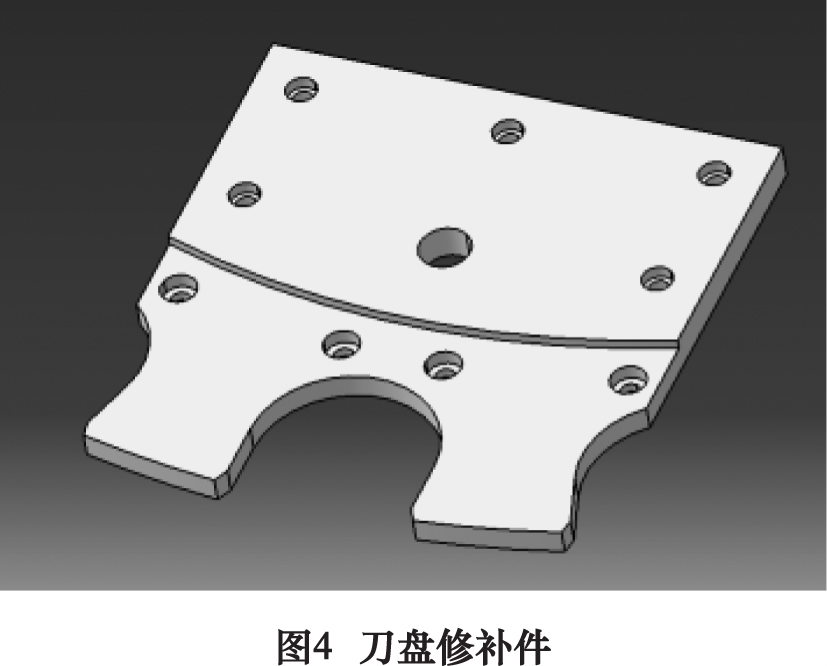
(3)出于懸臂梁彎矩及剪切應力的考慮,同時考慮到連接強度及可加工性,除了保證外弧線位置的輪廓形狀及尺寸與原有刀盤卡口的一樣以外,通過將整個刀盤完整的三維建模模擬出來以后將修補部分通過凹槽命令與刀盤基體部分分離開來,將刀盤基體去除,并在修補件上相應位置利用孔命令制沉孔螺釘孔,最終得到修補件的三維模型。修補件最終形狀如圖4。
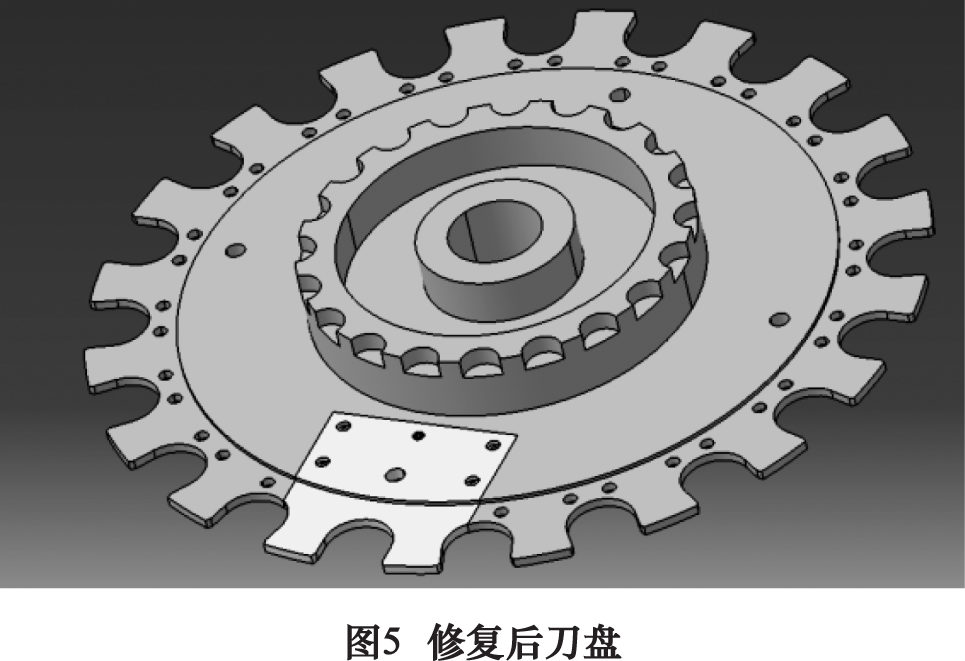
(4)刀盤損缺部位及刀盤修補件加工好后用螺釘連接固定并采用環氧樹脂及改性固化劑(AB 膠) 增加連接強度。在建模時通過CATIA 的裝配環境將先前建模建好的裝刀盤基體零件作為固定零件,再將刀盤修補件零件利用接觸約束將其裝配到刀盤基體上,用CATIA標準件庫中的標準內六方沉頭螺栓將刀盤修補件及基體連接起來得到刀盤最終修復后的效果圖,如圖5。
5 應用效果
在該進口BA 結構五軸加工中心大修改造完成后,采用上述方法修復刀盤,從外觀上看,修補件與裝刀盤基體間完全貼合,外型美觀不干涉,如圖6 所示。
在該進口BA 結構五軸加工中心大修改造完成后,采用上述方法修復刀盤,從外觀上看,修補件與裝刀盤基體間完全貼合,外型美觀不干涉,如圖6 所示。
目前所有刀位全部裝有刀具,通過近半年時間的使用,沒有出現有關于裝刀盤偏心或者裝刀不穩導致撞刀的現象發生,已經加工了數百個工件,每個工件加工換刀6、7 次,工件加工合格,換刀順利,得到了操作人員以及使用單位領導的一致好評。本次修復過程采用自主加工,用料選用大型結構件加工后剩下的邊角料,產生了一定的經濟效益及社會效益。
總的來說,筆者部門負責全廠近300 臺數控機床及航專設備的維護、修理及改造,此修理方案和相關技術具有一定的普適性,可以推廣到全廠其他的設備修理、故障維修及零部件修復上,同時加以推廣可應用于國內類似的機床的刀盤修理,具有良好的應用價值。

參考文獻
[1]王炎金. 鋁合金車體焊接工藝[M]. 北京:機械工業出版社,2011.
[2]羅冬平. 互換性與技術測量[M]. 北京:機械工業出版社,2016.
[3]李盛彪,黃世強,王石泉. 膠粘劑選用與粘接技術[M]. 北京:化學工業出版社,2003.
[4]王文斌. 機械設計手冊[M]. 北京:機械工業出版社,2004.
[5]鄭小年,楊克沖. 數控機床故障診斷與維修[M]. 武漢:華中科技
大學出版社,2013.第一作者:張宇,男,1993 生,技術員,主要從事數控機床的維修、調試與改造、精度檢測工作。
[1]王炎金. 鋁合金車體焊接工藝[M]. 北京:機械工業出版社,2011.
[2]羅冬平. 互換性與技術測量[M]. 北京:機械工業出版社,2016.
[3]李盛彪,黃世強,王石泉. 膠粘劑選用與粘接技術[M]. 北京:化學工業出版社,2003.
[4]王文斌. 機械設計手冊[M]. 北京:機械工業出版社,2004.
[5]鄭小年,楊克沖. 數控機床故障診斷與維修[M]. 武漢:華中科技
大學出版社,2013.第一作者:張宇,男,1993 生,技術員,主要從事數控機床的維修、調試與改造、精度檢測工作。






