



















































































































































技術(shù)中心2025-04-22
作者:姜興康 張瑞臣 尤井峰
單位:山推工程機械股份有限公司
來源:《金屬加工(冷加工)》2019年第4期


4.結(jié)語
組合刀具使用后,解決了刀庫放刀的問題,刀具調(diào)整也變得很便捷,有效的降低了操作者的勞動強度,并且提高了加工效率,為其它鏜孔工序的改善提供了一種可行方案。
單位:山推工程機械股份有限公司
來源:《金屬加工(冷加工)》2019年第4期
我司單鋼輪振動壓路機種類繁多,覆蓋了10t-26t機型,由于各噸位壓路機激振力各不相同,用于產(chǎn)生激振力的偏心塊大小各不相同,且1臺壓路機上一共有4件固定偏心塊,2件活動偏心塊,偏心塊結(jié)構(gòu)如圖1所示,而偏心塊中間的孔大小從φ100~φ150mm共6種規(guī)格,固定偏心塊側(cè)邊小孔有φ35mm和φ45mm兩種規(guī)格,活動偏心塊上端圓弧有R22.5mm和R25mm兩種,由于我們的產(chǎn)品為小批量生產(chǎn),且刀具數(shù)量有限,加工中間大孔就1套刀具,就導致每次切換不同機型偏心塊時需要調(diào)整刀具尺寸,費時費力,所以偏心塊的鏜孔工藝急需改善。
1.原有加工工藝
偏心塊的加工是在立式加工中心上完成,如圖2所示。固定偏心塊加工流程為:使用直角粗鏜刀粗鏜孔→使用直角粗鏜刀精鏜孔→使用倒角刀倒角→使用鉆頭鉆側(cè)邊小孔→使用直角精鏜刀精鏜側(cè)邊小孔。
活動偏心塊加工工步為:使用直角粗鏜刀粗鏜孔→使用直角粗鏜刀精鏜孔→使用立銑刀銑上端圓弧。
偏心塊的加工是在立式加工中心上完成,如圖2所示。固定偏心塊加工流程為:使用直角粗鏜刀粗鏜孔→使用直角粗鏜刀精鏜孔→使用倒角刀倒角→使用鉆頭鉆側(cè)邊小孔→使用直角精鏜刀精鏜側(cè)邊小孔。
活動偏心塊加工工步為:使用直角粗鏜刀粗鏜孔→使用直角粗鏜刀精鏜孔→使用立銑刀銑上端圓弧。
由于產(chǎn)品批量和刀具的原因,操作者幾乎每天需要調(diào)整1次,有時則1天2~3次,而且由于中間孔規(guī)格較多,車間并沒有購買精鏜刀具,操作者使用粗鏜刀進行精鏜,這樣在微調(diào)刀具時,需要憑經(jīng)驗用手錘敲擊調(diào)整,整個過程需要多次試加工和測量,這樣就大幅增加了操作者的勞動強度,使得偏心塊的加工效率低下。
2.工藝改進措施
(1)制定對策 如果不調(diào)整,為每個尺寸配齊刀具的話,粗鏜、精鏜、倒角則一共需要18把,在加上側(cè)邊小孔4把和上端圓弧2把共24把,而用于鏜孔的加工中心刀庫只能放12把(刀庫共有24個刀位,當放入直徑大于φ125mm的刀具時,需要中間空一個刀位,為避免刀具干涉,只能放12把),配齊所有刀具的辦法并不可行。
由于刀庫容量限制,要解決刀具調(diào)整問題,就只能制作專用組合刀具,以盡可能少的刀具完成偏心塊的鏜孔加工。
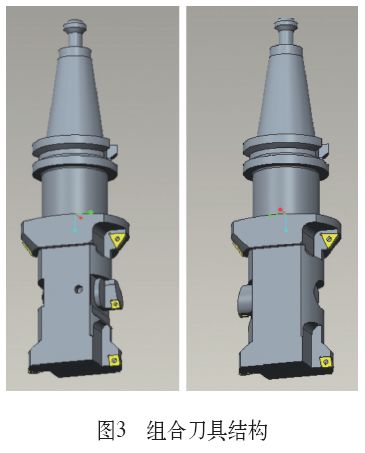
(2)對策實施 通過對刀具廠家的咨詢,我們決定定做將粗鏜、精鏜、倒角于一體的組合刀具。同時,由于粗鏜和倒角加工量大,為進一步提高加工效率,將組合刀上的粗鏜部分和精鏜部分做成雙刃刀具,如圖3所示,組合刀具的底部為雙刃粗鏜刀,中間為精鏜刀,上端為雙刃倒角刀,倒角角度35°。
2.工藝改進措施
(1)制定對策 如果不調(diào)整,為每個尺寸配齊刀具的話,粗鏜、精鏜、倒角則一共需要18把,在加上側(cè)邊小孔4把和上端圓弧2把共24把,而用于鏜孔的加工中心刀庫只能放12把(刀庫共有24個刀位,當放入直徑大于φ125mm的刀具時,需要中間空一個刀位,為避免刀具干涉,只能放12把),配齊所有刀具的辦法并不可行。
由于刀庫容量限制,要解決刀具調(diào)整問題,就只能制作專用組合刀具,以盡可能少的刀具完成偏心塊的鏜孔加工。
(2)對策實施 通過對刀具廠家的咨詢,我們決定定做將粗鏜、精鏜、倒角于一體的組合刀具。同時,由于粗鏜和倒角加工量大,為進一步提高加工效率,將組合刀上的粗鏜部分和精鏜部分做成雙刃刀具,如圖3所示,組合刀具的底部為雙刃粗鏜刀,中間為精鏜刀,上端為雙刃倒角刀,倒角角度35°。
3.工藝改進效果
在定制6把組合刀具后,我們將新的組合刀具應用在偏心塊鏜孔加工上,如圖4所示。

在定制6把組合刀具后,我們將新的組合刀具應用在偏心塊鏜孔加工上,如圖4所示。
下面以固定偏心塊鏜孔為例,活動偏心塊與之類似,中間孔沒有倒角,固定偏心塊鏜孔新工藝流程為:
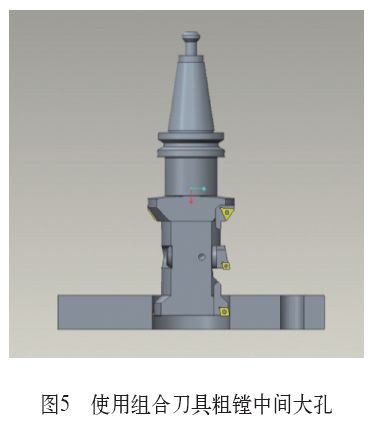
(1)使用組合刀具粗鏜中間大孔,如圖5所示,粗鏜刀為定尺寸,預留加工量0.6mm,原來使用普通粗鏜刀預留量約1mm,因為組合刀粗鏜部分有兩個刀片,通過試驗,我們最將進給量由原來的0.1 mm/r提高至0.15mm/r,切削速度不變,為90m/min;另外,因為粗鏜部分為定尺寸,操作者無需進行測量,只要注意觀察刀片的磨損情況即可,這樣既提高了效率又降低了操作者的勞動強度。
(1)使用組合刀具粗鏜中間大孔,如圖5所示,粗鏜刀為定尺寸,預留加工量0.6mm,原來使用普通粗鏜刀預留量約1mm,因為組合刀粗鏜部分有兩個刀片,通過試驗,我們最將進給量由原來的0.1 mm/r提高至0.15mm/r,切削速度不變,為90m/min;另外,因為粗鏜部分為定尺寸,操作者無需進行測量,只要注意觀察刀片的磨損情況即可,這樣既提高了效率又降低了操作者的勞動強度。
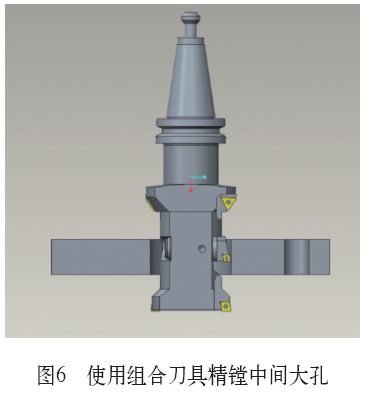
(2)使用組合刀具精鏜中間大孔,如圖6所示,精鏜刀具的使用,大大方便了操作者的調(diào)整,而且粗鏜加工預留量更為合理,提高了精鏜刀具的使用壽命,精鏜刀進給量維持在原有的0.08mm/r,切削速度為110m/min。
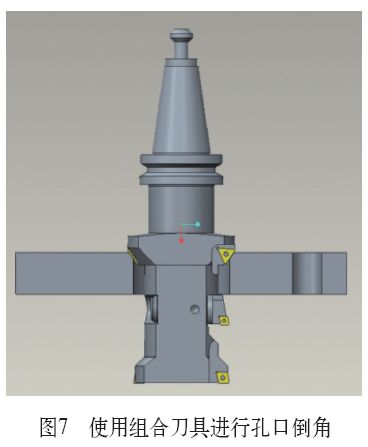
(3)使用組合刀具進行孔口倒角,如圖7所示,中間孔口為8*35°的倒角,倒角尺寸較大,因為組合刀倒角部分有兩個刀片,且組合刀具剛性好于原普通刀具,通過試驗,我們將進給量由原來的0.05 mm/r提高至0.1mm/r,切削速度不變,為90m/min。
4.結(jié)語
組合刀具使用后,解決了刀庫放刀的問題,刀具調(diào)整也變得很便捷,有效的降低了操作者的勞動強度,并且提高了加工效率,為其它鏜孔工序的改善提供了一種可行方案。






