技術中心2025-04-22
鋼直尺
鋼直尺是最簡單的長度量具,它的長度有150,300,500和1000 mm四種規格。圖1-1是常用的150 mm鋼直尺。

圖1-1 150 mm鋼直尺
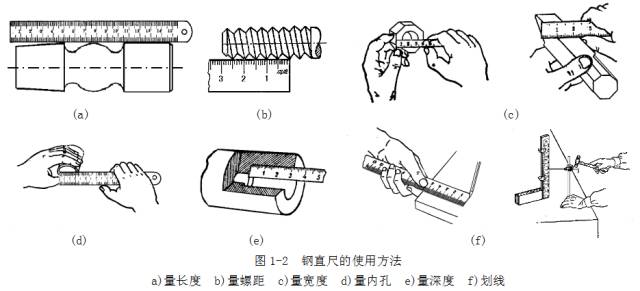
鋼直尺用于測量零件的長度尺寸(圖1-2),它的測量結果不太準確。這是由于鋼直尺的刻線間距為1mm,而刻線本身的寬度就有0.1~0.2mm,所以測量時讀數誤差比較大,只能讀出毫米數,即它的最小讀數值為1mm,比1mm小的數值,只能估計而得。
如果用鋼直尺直接去測量零件的直徑尺寸(軸徑或孔徑),則測量精度更差。其原因是:除了鋼直尺本身的讀數誤差比較大以外,還由于鋼直尺無法正好放在零件直徑的正確位置。所以,零件直徑尺寸的測量,也可以利用鋼直尺和內外卡鉗配合起來進行。
?
內外卡鉗
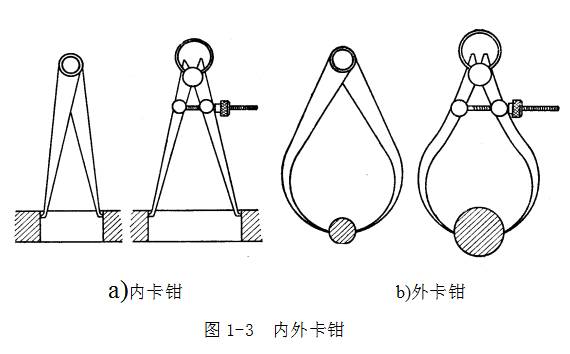
圖1-3是常見的兩種內外卡鉗。內外卡鉗是最簡單的比較量具。外卡鉗是用來測量外徑和平面的,內卡鉗是用來測量內徑和凹槽的。它們本身都不能直接讀出測量結果,而是把測量得的長尺寸 (直徑也屬于長度尺寸),在鋼直尺上進行讀數,或在鋼直尺上先取下所需尺寸,再去檢驗零件的直徑是否符合。
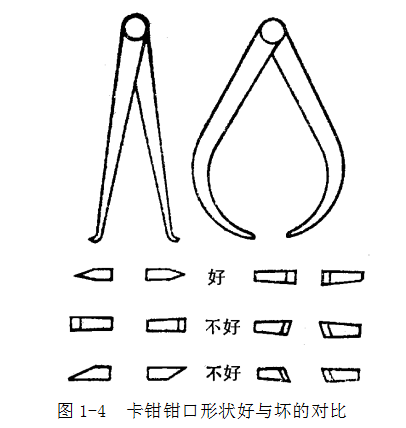
1、卡鉗開度的調節 首先檢查鉗口的形狀,鉗口形狀對測量精確性影響很大,應注意經常修整鉗口的形狀,圖1-4所示為卡鉗鉗口形狀好與壞的對比。
?
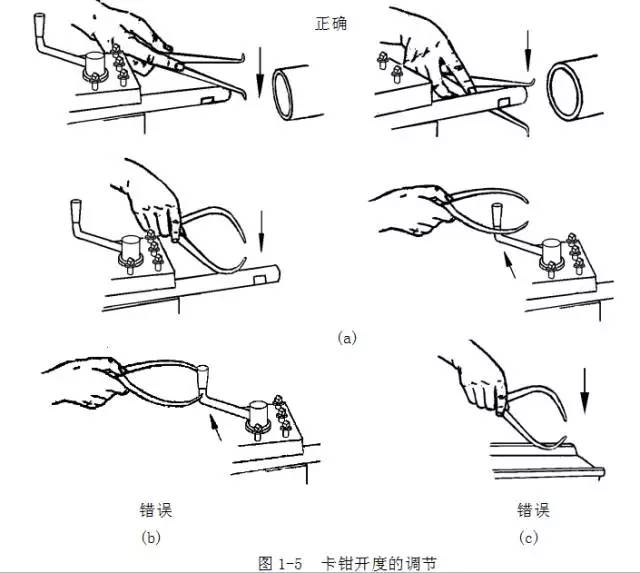
調節卡鉗的開度時,應輕輕敲擊卡鉗腳的兩側面。先用兩手把卡鉗調整到和工件尺寸相近的開口,然后輕敲卡鉗的外側來減小卡鉗的開口,敲擊卡鉗內側來增大卡鉗的開口。如圖1-5(a) 所示。但不能直接敲擊鉗口,圖1-5(b) 所示。這會因卡鉗的鉗口損傷量面而引起測量誤差。更不能在機床的導軌上敲擊卡鉗。如圖1-5(c) 所示。
2、外卡鉗的使用 外卡鉗在鋼直尺上取下尺寸時,如圖1-6(a),一個鉗腳的測量面靠在鋼直尺的端面上,另一個鉗腳的測量面對準所需尺寸刻線的中間,且兩個測量面的聯線應與鋼直尺平行,人的視線要垂直于鋼直尺。
用巳在鋼直尺上取好尺寸的外卡鉗去測量外徑時,要使兩個測量面的聯線垂直零件的軸線,靠外卡鉗的自重滑過零件外圓時,我們手中的感覺應該是外卡鉗與零件外圓 正好是點接觸,此時外卡鉗兩個測量面之間的距離,就是被測零件的外徑。所以,用外卡鉗測量外徑,就是比較外卡鉗與零件外圓接觸的松緊程度,如圖1-6(b)以卡鉗的自重能剛好滑下為合適。如當卡鉗滑過外圓時,我們手中沒有接觸感覺,就說明外卡鉗比零件外徑尺寸大,如靠外卡鉗的自重不能滑過零件外圓,就說明外卡鉗比零件外徑尺寸小。切不可將卡鉗歪斜地放上工件測量,這樣有誤差。圖1-6(c) 所示。由于卡鉗有彈性,把外卡鉗用力壓過外圓是錯誤的,更不能把卡鉗橫著卡上去,圖1-6(d) 所示。對于大尺寸的外卡鉗,靠它自重滑過零件外圓的測量壓力已經太大了,此時應托住卡鉗進行測量,圖1-6(e)所示。

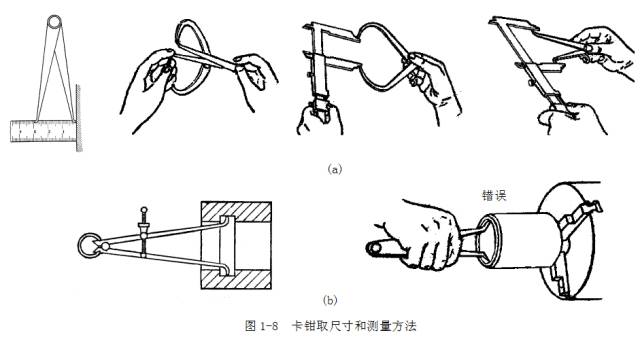
3、內卡鉗的使用 用內卡鉗測量內徑時,應使兩個鉗腳的測量面的聯線正好垂直相交于內孔的軸線,即鉗腳的兩個測量面應是內孔直徑的兩端點。因此,測量時應將下面的鉗腳的測量面停在孔壁上作為支點(圖1-7a),上面的鉗腳由孔口略往里面一些逐漸向外試探,并沿孔壁圓周方向擺動,當沿孔壁圓周方向能擺動的距離為最小時,則表示內卡鉗腳的兩個測量面已處于內孔直徑的兩端點了。再將卡鉗由外至里慢慢移動,可檢驗孔的圓度公差,圖1-7b所示。用巳在鋼直尺上或在外卡鉗上取好尺寸的內卡鉗去

測量內徑,圖1-8a 所示。就是比較內卡鉗在零件孔內的松緊程度。如內卡鉗在孔內有較大的自由擺動時,就表示卡鉗尺寸比孔徑內小了;如內卡鉗放不進,或放進孔內后緊得不能自由擺動,就表示內卡鉗尺寸比孔徑大了,如內卡鉗放入孔內,按照上述的測量方法能有1~2mm的自由擺動距離,這時孔徑與內卡鉗尺寸正好相等。測量時不要用手抓住卡鉗測量,圖1-8b 所示,這樣手感就沒有了,難以比較內卡鉗在零件孔內的松緊程度,并使卡鉗變形而產生測量誤差。
4、卡鉗的適用范圍
卡鉗是一種簡單的量具,由于它具有結構簡單,制造方便、價格低廉、維護和使用方便等特點,廣泛應用于要求不高的零件尺寸的測量和檢驗,尤其是對鍛鑄件毛坯尺寸的測量和檢驗,卡鉗是最合適的測量工具。卡鉗雖然是簡單量具,只要我們掌握得好,也可獲得較高的測量精度。例如用外卡鉗比較兩根軸的直徑大小時,就是軸徑相差只有0.01mm,有經驗的老師傅也能分辨得出。又如用內卡鉗與外徑百分尺聯合測量內孔尺寸時,有經驗的老師傅完全有把握用這種方法測量高精度的內孔。這種內徑測量方法,稱為“內卡搭百分尺”,是利用內卡鉗在外徑百分尺上讀取準確的尺寸,如圖1-9所示,再去測量零件的內徑;或內卡在孔內調整好與孔接觸的松緊程度,再在外徑百分尺上讀出具體尺寸。這種測量方法,不僅在缺少精密的內徑量具時,是測量內徑的好辦法,而且,對于某零件的內徑,如圖1-9所示的零件,由于它的孔內有軸而使用精密的內徑量具有困難,則應用內卡鉗搭外徑百分尺測量內徑方法,就能解決問題。

?
塞尺
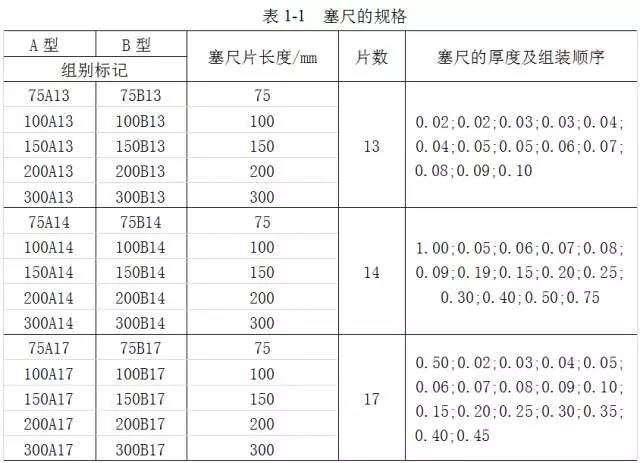
塞尺又稱厚薄規或間隙片。主要用來檢驗機床特別緊固面和緊固面、活塞與氣缸、活塞環槽和活塞環、十字頭滑板和導板、進排氣閥頂端和搖臂、齒輪嚙合間隙等兩個結合面之間的間隙大小。塞尺是由許多層厚薄不一的薄鋼片組成(圖1-10)按照塞尺的組別制成一把一把的塞尺,每把塞尺中的每片具有兩個平行的測量平面,且都有厚度標記,以供組合使用。測量時,根據結合面間隙的大小,用一片或數片重迭在一起塞進間隙內。例如用0.03mm的一片能插入間隙,而0.04mm的一片不能插入間隙,這說明間隙在0.03~0.04mm之間,所以塞尺也是一種界限量規。塞尺的規格見表1-1。
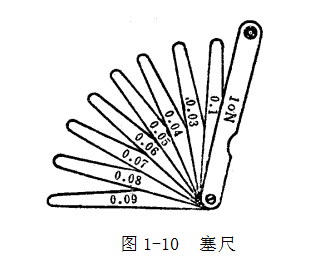
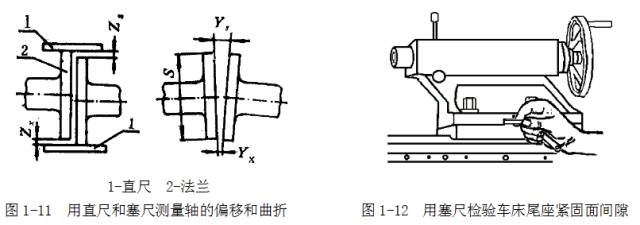
圖1-11 是主機與軸系法蘭定位檢測,將直尺貼附在以軸系推力軸或第一中間軸為基準的法蘭外圓的素線上,用塞尺測量直尺與之連接的柴油機曲軸或減速器輸出軸法蘭外圓的間隙ZX 、ZS,并依次在法蘭外圓的上、下、左、右四個位置上進行測量。圖1-12是檢驗機床尾座緊固面的間隙(<0.04mm)。
使用塞尺時必須注意下列幾點:
1.根據結合面的間隙情況選用塞尺片數,但片數愈少愈好;
2.測量時不能用力太大,以免塞尺遭受彎曲和折斷;
3.不能測量溫度較高的工件。