



















































































































































技術中心2025-04-22
摘要:螺紋孔加工目前主要采用兩種方式:絲錐攻螺紋和螺紋銑削。傳統的螺紋加工方式采用絲錐攻螺紋,在現代的螺紋加工中,已逐步采用螺紋銑削方式替代傳統加工方式。本文對兩種加工方式進行介紹和對比,以便在實際加工和生產中選擇最佳的加工方法,節約資源,減少浪費。
1.傳統的螺紋加工方式
絲錐是加工中、小尺寸內螺紋的刀具,沿軸向開有溝槽。它結構簡單,使用方便,既可手工操作,也可以在機床上工作,在生產中應用非常廣泛。對于小尺寸的內 螺紋來說,絲維幾乎是唯一的加工刀具。攻螺紋屬于比較困難的加工工序,因為絲錐幾乎是被埋在工件中進行切削,其每齒的加工負荷比其他刀具都要大,并且絲錐 沿著螺紋與工件接觸面非常大,切削螺紋時它必須容納并排除切屑。絲錐根據形狀分為直槽絲錐、螺旋槽絲錐和螺尖絲錐(先端絲錐)。
(1)直槽絲錐的特點及應用。直槽絲錐如圖1所示,其一般用于碳素鋼、合金鋼及非鐵金屬。其特點是通用性最強,通孔或不通孔、有色金屬或黑色金屬均可加工,價格也最便宜。其刃部強度好, 修磨容易,加工時切削轉矩較大,斷屑、排屑能力較差;切削錐部分可以有2、4及6牙,短錐用于不通孔,長錐用于通孔。只要底孔足夠深,就應盡量選用切削錐 長一些的,這樣分擔切削負荷的齒多一些,使用壽命也長一些。

(2)螺旋槽絲錐的特點及應用。螺 旋槽絲錐如圖2所示,其比較適合加工不通孔螺紋,加工時切屑向后排出。由于螺旋角的緣故,絲錐實際切削前角會隨螺旋角增大而加大。加工黑色金屬絲錐,螺旋 角選小值,一般在30o左右,保證螺旋齒的強度;加工有色金屬絲錐,螺旋角選大值,可在45o左右,切削鋒利一些。其特點是螺旋槽絲錐成螺旋形,螺旋絲錐 在攻螺紋時,以其螺旋槽的上升旋轉作用能輕易地把切屑排出孔外,以免切屑殘留或堵塞于溝槽內,而造成絲錐折斷,刃部崩裂,因此能延長絲錐的壽命并能加工出 最高精度的螺紋,切削速度可較直槽絲錐提高30%~50%,且一般用一支絲錐就能完成螺紋孔的加工。

(3)螺尖絲錐的特點及應用。螺 尖絲錐如圖3所示,其加工有色金屬、不銹鋼及黑色金屬效果很好,通孔螺紋應優先采用螺尖絲錐。其特點是螺尖絲錐的心部尺寸設計比較大,強度較好,可承受較 大的切削力。因前端鋒刃槽部有特殊的槍膛刃槽設計,所以排屑容易,扭力小、精度穩定,使絲錐壽命更長。由于螺尖絲錐具有旋轉排出切屑的功能,除可保持溝槽 的清潔從而減少切削時的抗力外,還能避免切屑堵塞而造成絲錐的損害,因此螺尖絲錐可采用比一般的手用絲錐更快的速度來切削高精密的螺紋。加工螺紋時切屑向前排出。

?
2.現代的螺紋加工方式——螺紋銑削
(1)螺紋銑削的特點及應用。作為一種新型的螺紋加工工藝,螺紋銑削與攻螺紋相比有著獨有的優勢和更廣泛、靈活的使用方式及應用場合。具體如下:①加工效率高。②表面質量及尺寸精度高。③穩定性好,安全可靠。④應用范圍廣。
螺紋銑削是一種用途廣泛的、新型的先進加工技術,但是它也有局限性:①需要使用三軸聯動的數控機床。②盡管在批量加工中它的成本比絲錐更低,但單個的螺紋銑刀比絲錐昂貴。③螺紋銑削的程序編制比較麻煩,這也是限制其大范圍應用的重要因素之一。
(2)螺紋銑刀的選用。隨 著數控機床的普及,螺紋銑削加工技術在機械制造業的應用越來越多。螺紋銑削是通過數控機床的三軸聯動,利用螺紋銑刀進行螺旋插補銑削而形成螺紋,刀具在水 平面上每作一周圓周運動,在垂直面內則直線移動一個螺距。目前使用的各種螺紋銑削刀具種類很多,幾種常見的螺紋銑刀特點如下。
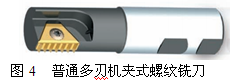
普通機夾式螺紋銑刀。機夾式螺紋銑刀主要用于銑削較大直徑的內螺紋,也可銑削外螺紋。由于該刀片易于制造,價格較低,但抗沖擊性能較整體螺紋銑刀稍差。 因此,該刀具常推薦用于加工鋁合金材料,其結構與普通機夾式銑刀類似,由可重復使用刀桿和可方便更換的刀片組成。在選擇機夾式螺紋銑刀時,應根據被加工螺 紋的直徑、深度和工件材料等因素,盡量選用直徑較大的刀桿和適當刀片的材質。普通多刃機夾式螺紋銑刀如圖4所示。
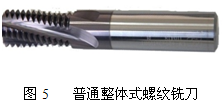
普通整體式螺紋銑刀。整體式螺紋銑刀如圖5所示,大多采用整體硬質合金材料制造,有些還采用了涂層。整體式螺紋銑刀結構緊湊,比較適合加工中、小直徑的 螺紋,也有用于加工錐螺紋的整體式螺紋銑刀。此類刀具剛性較好,特別是帶螺旋槽的整體式螺紋銑刀,在加工高硬度材料時可有效降低切削負荷,提高加工效率。 整體式螺紋銑刀的切削刃上布滿螺紋加工齒,沿螺旋線加工一周即可完成整個螺紋加工,無需像機夾式刀具那樣分層加工,因此加工效率較高,但價格也相對較貴。 該類絲錐常用于中小直徑螺紋的加工。
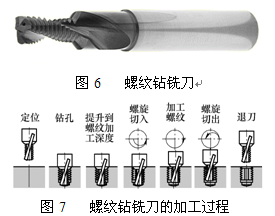
螺紋鉆銑刀。螺紋鉆銑刀(見圖6)由整體硬質合金制成,是一種中小直徑內螺紋高效加工刀具。螺紋鉆銑刀可一次完成鉆螺紋底孔、孔口倒角和內螺紋加工,減少了刀具使用數量。但這種刀具的缺點是通用性差,價格也比較昂貴。該刀具由頭部的鉆削部分、中間的螺紋銑削部分及切削刃根部的倒角刃三部分組成。鉆削部分 直徑就是刀具所能加工螺紋的底徑。螺紋加工過程如圖7所示。受鉆削部分直徑的限制,一把螺紋鉆銑刀只能加工一種規格的內螺紋。在選用螺紋鉆銑刀時,不但要 考慮被加工螺紋孔規格,還應注意刀具有效加工長度與被加工孔深度的匹配,否則不能實現倒角功能。
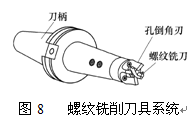
螺紋銑削刀具系統。系統通用性與高效性是螺紋銑刀的一個突出矛盾,一些具有復合功能的刀具(如螺紋鉆銑刀)加工效率高但通用性較差,而通用性好的刀具效 率往往又不高。為解決這一問題,開發了模塊化的螺紋銑削刀具系統(見圖8),該刀具統一由刀柄、锪孔倒角刃及通用螺紋銑刀組成,可根據加工要求選擇不同類 型的锪孔倒角刃和螺紋銑刀。這種刀具系統通用性好,加工效率高,但刀具成本較高。
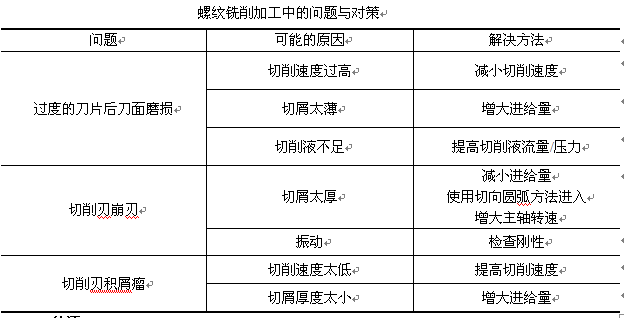
(3)螺紋銑削問題與解決方案。螺紋銑刀和其他銑刀一樣,在銑削加工過程中會遇到刀片磨損、崩刃及積屑瘤等現象,附表為螺紋銑削加工中常見的幾個問題及相應的解決方案。
?
3.結語
?
本文基于螺紋孔加工的兩種加工方式來對加工螺紋時刀具的選用進行分析,主要介紹了每種螺紋孔加工刀具的特點、刀具的性能以及適用的場合。傳統加工和現代 加工螺紋的兩種方式各有優缺點。傳統的螺紋加工方式雖然精度低、刀具易磨損,但是實用性高;現代的螺紋加工方式表面質量和精度高,但加工成本昂貴、數控編程繁瑣,在實際生產和加工中應該綜合考慮,從工藝性、使用性及經濟性等多方面進行優選,從而提高加工效率,降低成本,制造出優質、精度高的螺紋孔。






